



Made in Britain member GEW (EC) Limited designs and manufactures state-of-the-art UV curing systems for the printing, coating and converting industries worldwide. Based in West Sussex, the company exports to over 100 countries across five continents.
The recent installation of a custom-designed GEW UV curing system at CondAlign in Norway is another example of GEW’s design and engineering expertise combining to create the perfect solution for the customer.
CondAlign is a young, thriving technology company with an international client base. Its core business is in the development of innovative conductive films for various applications, turning existing materials into high-value products through a patented technology to align particles in polymers.
CondAlign’s business is based on technology and product development before licensing to customers. One such product can best be described as a double-sided tape with anisotropic, or through-plane, conductivity. The company is steadily expanding its small but highly skilled team, and has recently enhanced process technology for continuous roll-to-roll production of conductive films at its new facilities in Oslo.
The pilot roll-to-roll (R2R) system has been supplied by Emerson & Renwick, with an integral, dual lamp GEW LeoLED UV curing system which instantly cures the polymer coatings to fix the position of the aligned particles, as illustrated. This is the second machine installed by CondAlign and it now enables them to offer their clients a low-volume interim production line for test materials, while those clients are transitioning to full production capacity at their own manufacturing sites. The machine is capable of producing up to 200sq.m per hour of finished film, sufficient to supply the customer with samples for qualification, prototyping and marketing activities.
CondAlign works with a range of products to customers from several market segments. This can be electrically conductive tapes and substrates, as well as thermal-interface materials for the electronics industry, biocompatible films to the healthcare sector, and membranes for gas and liquid separation. The application areas define the required material properties for each film, such as conductivity, elasticity, thickness, weight, softness, transparency, adhesiveness and biocompatibility.
Due to this diversity of applications, the film thicknesses can range from 5 µm to 3 mm. The heaviest films are often the thermally conductive type and contain ceramics or compounds such as boron nitride. This poses a challenge for the UV curing system and in order to ensure a consistent cure, the second UV LED lamphead has been designed to be reversible so that it can also irradiate from underneath the sample.
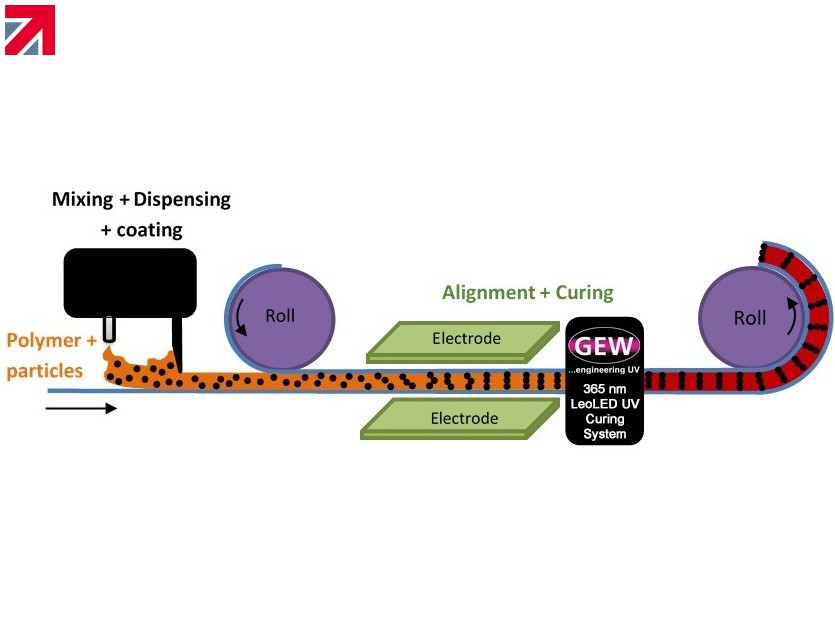
During the production process it is critical to ensure that the precise quantity of conductive particles is added to the polymer for each particular job, to ensure the finished product has the correct properties. Excessive particle content has a detrimental effect on the softness, elasticity and adhesiveness of finished films. Conductive additives are also expensive. The optimum concentration of particles is controlled at the mixing stage, and the correct distribution and orientation of particles is achieved as the substrate is passed between electrode plates above and below its path. The substrate then immediately passes through the UV curing system and the instant polymerisation locks the particles in place to ensure the film is of consistently high quality, which is critical to the performance of the finished product.
The journey from the initial customer enquiry through to delivery is a lengthy process, as Morten Lindberget, VP Business Dev. & Sales at CondAlign explains: “Although the technology is proven, it needs to be precisely tailored to the customer’s application every time, through exhaustive testing and development. By the time the licence is agreed by all parties, the customer is totally assured that the technology will achieve and exceed all of their production requirements. However, the development part of the job gets easier with each project, since we can build on the experience and knowledge from a constantly growing number of projects.”
The patented CondAlign process delivers a superior product that effectively replaces traditional Anisotropic Conductive Films (ACFs), as these tend to be heavier and less flexible, needing high temperature and pressure to bond to a surface. As Lindberget comments: “The CondAlign product is so much easier to work with, it is simply released from a liner and adheres at room temperature with only moderate pressure. It is ideal for many of the consumer electronics that we see coming through now, that are thin, lightweight and flexible. The old black box electronics are disappearing fast.”
Phillip Mayhew is the lead Engineer at CondAlign and works most closely with the new R2R system. He highlights the ease of operation of the machine, and how the UV LED curing system contributes to that simplicity: “I think the best one can say about the UV LED system is that it just does its job every time, without an issue. I can adjust anything I want on it and it just works exactly and perfectly every time. We’ve been using it for around nine months now and we are usually only operating at around 20% to 30% of the LED’s power capability. With the thickest, thermally conductive films we go up to around 60% power, so we still have plenty of room for manoeuvre.” He adds: “The line speed we can run at tends to be dictated by the time taken for the particles to align under the electrode plates, not the curing process.”
CondAlign also work with heat cured materials and have in the past used a mercury arc curing system for UV-cured polymers, but the heat generated on to the films was problematic and could cause wrinkling. Moving to LED has solved this issue, as minimal heat is generated by the LED modules during the curing process. UV-cured materials are preferable in all the applications where UV curing is an option, as Mayhew explains: “A typical heat-cured material requires five to ten minutes drying time at 150°C and our machine is around five metres in length, so as you can imagine our line speed would be prohibitively slow, never mind the heat generated and the costs incurred. Fortunately for us, LED provides the perfect solution. To give a comparison, with LED we can now hold the substrate temperature at a steady 25°C.”
The application defines the required material properties for each film, such as conductivity, elasticity, thickness and biocompatibility. Linn Sørvik and Phillip Mayhew examine a R2R produced film.
CondAlign’s choice of 365 nm wavelength LED lampheads was initially driven by the needs of a particular project and Mayhew believed they would have to invest in multiple lampheads for differing wavelengths, over time. However, this has proven not to be the case, as he describes: “We have since used the 365 nm lampheads for a wide variety of projects and they have worked successfully throughout. There has just been no reason to make a change. However, we just don’t know what the next customer’s requirements will be and so we may have to adapt… but the GEW LED lampheads we have are cassette-based and so if we need to change wavelength, it is simply a case of changing the cassettes.”
With so many business opportunities suited to CondAlign’s products and services, the challenge for the tight-knit team is to focus their time and resources on the most fruitful areas of business. As Morten Lindberget explains: “There are so many avenues… there is a huge market in displays for consumer electronics, and the entire area of thermal interface material is growing rapidly due to the electric vehicle market. There are also ECG electrodes, hybrid flexible electronics and medical patches, just to mention a few. But too much business is a good problem to have, and we now have the right technology and UV equipment to enable us to maximise each and every sales opportunity.”
###
Sales contact details for GEW:
David Lyus, International Sales Manager, GEW (EC) Limited, Crompton Way, Crawley, RH10 9QR, UK.
T: +44 (0)1737 824 500 | E: dlyus@gewuv.com
Press contact details for GEW:
Duncan Smith, Corporate Communications, GEW (EC) Limited, Crompton Way, Crawley, RH10 9QR, UK.
T: +44 (0)1737 824 500 | E: dsmith@gewuv.com
Find out more about GEW (EC) Limited on their member profile page here
Member-created content 4 years ago | From members