
Steam specialists overseeing a suspension component manufacturing plant outside of Birmingham contacted DCO Systems for steam trap monitoring solutions. Despite their client moving to a new facility in 2014 and investing in new equipment, the existing steam system was too expensive to replace and was relocated. This led to a blend of new and legacy equipment with a mix of capabilities. More importantly, within the new plant, steam pipework and components are difficult to access and often hazardous to manually monitor. Faults in steam components could impact both the site’s emissions and product quality. A monitoring solution was needed to eliminate manual testing and provide real-time insight into steam trap performance and operation. In addition, the plant manager required real-time integration of the steam trap monitoring solution with existing onsite monitoring systems.
Challenge
The steam system within the manufacturing plant in the west midlands is unique. The layout consists of a set of press units, housing several traps each, steam boilers and steam distribution lines. In total, nearly 80 universal float and thermostatic steam traps used for process and drip leg applications needed monitoring capabilities. Furthermore, the difficulty of accessing each installed unit meant that the monitoring solutions should avoid fixed-wiring and a battery-free solution was preferable.
Solution
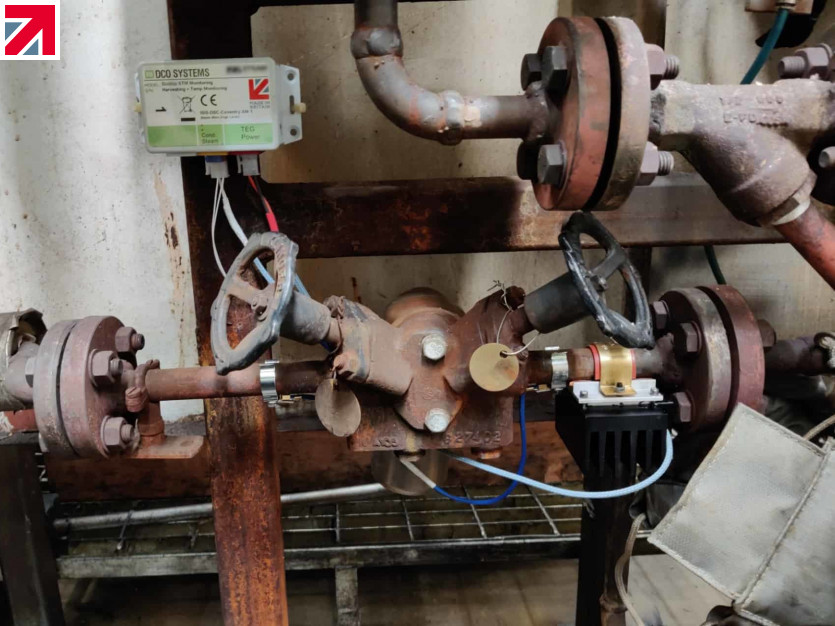
DCO Systems offered a simple monitoring solution specifically targeting steam traps. The monitoring units are powered using energy harvesting technology which generates power from the heat produced from the steam system. Because the system had a unique set-up, DCO’s team was able to identify that most of the monitoring could be achieved using the BASE model. This meant that 80% of the traps could be retrofitted with DCO’s out-of-the-box solution. For the other 20% of traps, using DCO’s modular technology, monitors could be adapted to the specific site requirements. Furthermore, DCO also installed a gateway system to collect, record and analyse the data collected. Upon first start, detailed temperature profiles were recorded to establish normal and baseline operational conditions.
Outcome
Within a few days of using DCO’s energy harvesting steam trap monitors, several failed traps were identified. This in turn created an alert for the engineering team and they were able to fix the issues immediately. Furthermore, the manufacturer is currently installing several new press units, all of which will be equipped with DCO’s steam trap monitoring solutions for their new traps. As DCO’s products are scalable, the existing infrastructure will allow up to 250 monitors to be installed. As a result, identifying failed traps immediately will translate into automatic cost savings on steam loss and reduce carbon emissions.
To learn more about our adaptable, ready-to-deploy products, contact us or email info@dcosystems.co.uk.
Find out more about DCO Systems Limited on their member profile page here
Member-created content 3 years ago | From members